













DRY CABINET WITH ULTRA-LOW HUMIDITY ≤5%RH – DR. STORAGE
The IoT Dry Cabinet with Ultra-Low Humidity ≤5%Rh is specifically designed for moisture-sensitive devices (MSDs) across various levels and helps users comply with JEDEC JSTD-033D. It effectively prevents oxidation of stored components, making it ideal for safeguarding precision metal parts, miniature devices, pharmaceuticals, biological specimens, batteries, crystals, IC packages, optical lenses, scientific instruments, and other sensitive items.
It is suitable for uses in production lines, warehouses, R&D units, or laboratory departments, the Dr. Storage IoT Dry Cabinet combines exceptional humidity control with advanced network connectivity and practical internal lighting. It is a reliable choice for protecting valuable, moisture-sensitive components and materials, and helps users comply with J-STD-033D standards.
Key features
High Precision LED Display Control Panel
- Simultaneously display temperature & humidity values
- RS-232 port for data collection
- Display Precision:±2%RH;±1℃ (at <10%RH, 25℃ )
- Built-in flash & buzzer alarm

Colorful Storage Bins(Optional)
- Inside bin: store and retrieve important items quickly to shorten the door opening time.
- Outside bin: put in ISO documents such as work sheet or quality instructions for better QA management.
- Maximum loading of bin: 5Kgs

Excellent Airtight Cabinet Body◎Reinforced glass window
- Antistatic 3” wheels
- Antistatic colorful window frame
- Adjustable levelers
- Unique steel structure design for excellent air tightness

Reliable Dehumidifier made of PPS material
- PPS material: 230°C heat tolerance to avoid any deforming or melting of dehumidifiers
- Modular design for easy maintenance & painless upgrade
- Silent, drip less, frostless operation

Adjustable Shelves: Shelves can be flexibly installed in any position
Interior lighting feature for drying cabinets.

Central Monitoring System: The machine is equipped with a RJ45 port, which can be used with the SensorLook software(optional) to achieve real-time temperature and humidity monitoring of multiple drying cabinets.

Specifications
| Model | iX2B-1200-6 | iX2B-600 |
| Product Image |  |
 |
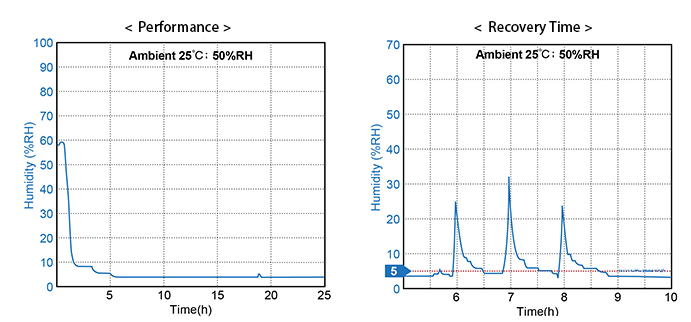
| Humidity Range | <5%RH | |
| Precision | ±3.0%RH, ±1.0℃ | |
| Recovery time (Open door 30 secs) |
Open door 30 seconds and close, 15 mins recovery time to <10%RH, 30 mins recovery time to <5%RH |
|
| Voltage | 110V / 230V | |
| External dimensions (W x D x H) (mm) | W1200*D672*H1820 | W600*D672*H1820 |
| Internal dimensions (W x D x H) (mm) | W1198*D644*H1618 | W598*D644*H1618 |
| Shelf dimensions (W x D x H) (mm) | W1155*D530*H20 | W555*D530*H20 |
| Capacity | 1250 L | 624 L |
| No. of Shelf | 5 | 5 |
| Power consumption | Ave. 105 Wh Max. 305 W |
Ave. 55 Wh Max. 155 W |


